BACKGROUND OF THE INVENTION
1. Field of the Invention
The
present invention relates to color imaging and, more particularly, to
color separation in an active pixel MOS imaging array using the
differences in absorption length in silicon of light of different
wavelengths. An active pixel imaging array in accordance with the
present invention reduces color aliasing artifacts in digital images by
using a triple-well structure to ensure that each pixel sensor in the
array measures each of the three primary colors (R-G-B) in the same
location.
2. Description of the Related Art
Relevant
prior art of which the inventor is aware may be generally categorized as
follows: stacked photodiodes as color sensors, imaging arrays with
stacked sensors, and other color imaging array approaches.
The first
category includes non-imaging devices for measuring the color of light.
These devices have been built with a variety of technologies that
depend upon the variation of photon absorption depth with wavelength.
Examples are disclosed in U.S. Pat. No. 4,011,016, titled "Semiconductor
Radiation Wavelength Detector" and U.S. Pat. No. 4,309,604, titled
"Apparatus for Sensing the Wavelength and Intensity of Light." Neither
patent discloses either a structure for a three-color integrated circuit
color sensor or an imaging array.
The
second category includes CCD devices with multiple buried channels for
accumulating and shifting photocharges. These devices are difficult and
expensive to manufacture and have not been practical for three-color
applications. U.S. Pat. No. 4,613,895, titled "Color Responsive Imaging
Device Employing Wavelength Dependent Semiconductor Optical Absorption"
discloses an example. This category also includes devices that use
layers of thin-film photosensitive materials applied on top of an imager
integrated circuit. Examples of this technology are disclosed in U.S.
Pat. No. 4,677,289, titled "Color Sensor" and U.S. Pat. No. 4,651,001,
titled "Visible/Infrared Imaging Device with Stacked Cell Structure."
These structures are also difficult and expensive to make, and have not
become practical.
The third
category includes color imaging integrated circuits that use a color
filter mosaic to select different wavelength bands at different
photosensor locations. U.S. Pat. No. 3,971,065, titled "Color Imaging
Array", discloses an example of this technology.
As
discussed by Parulski et al., "Enabling Technologies for Family of
Digital Cameras", 156/SPIE Vo. 2654, 1996, one pixel mosaic pattern
commonly utilized in digital cameras is the Bayer color filter array
(CFA) pattern. Shown in FIG. 1, the Bayer CFA has 50% green pixels
arranged in a checkerboard and alternating lines of red and blue pixels
to fill in the remainder of the pattern.
As shown
in FIG. 2, the Bayer CFA pattern results in a diamond-shaped Nyquist
domain for green and smaller, rectangular-shaped Nyquist domains for red
and blue. The human eye is more sensitive to high spatial frequencies
in luminance than in chrominance, and luminance is composed primarily of
green light. Therefore, since the Bayer CFA provides the same Nyquist
frequency for the horizontal and vertical spatial frequencies as a
monochrome imager, it improves the perceived sharpness of the digital
image.
These
mosaic approaches are known in the art to be associated with severe
color aliasing problems due to the fact that the sensors are small
compared to their spacing, so that they locally sample the image signal,
and that the sensors for the different colors are in different
locations, so that the samples do not align between colors. Image
frequency components outside of the Nyquist domain are aliased into the
sampled image with little attenuation and with little correlation
between the colors.
Accordingly,
it is an object of the present invention to provide a color imaging
array in which three color bands are measured with detectors each in the
same location, with sensitive areas that are not very small compared to
their spacing, such that aliased image components are attenuated, and
such that the color samples are aligned between colors.
It is a
further object of the present invention to provide an active pixel color
imaging array that can be fabricated in a standard modern CMOS memory
process.
Referring
to FIG. 3, many modern CMOS integrated circuit fabrication processes
use a "twin well" or "twin tub" structure in which a
P well region 10 and an N
well region 12 of doping density approximately 10
17 atoms/cm
2 are used as regions within which to make N-channel and P-channel transistors, respectively. The
substrate material 14 is typically a more lightly doped P-type silicon (10
15 atoms/cm
2), so the
P well 10 is not isolated from the
substrate 14. The N-
channel FET 16 formed in the
P well 10 includes N+ normal source/
drain diffusions 18 at a dopant concentration of >10
18 atoms/cm
2 and N-type shallow lightly doped drain (LDD)
regions 20 at a concentration of approximately 10
18 atoms/cm
2. The P-
channel FET 22 formed in the
N well region 12 is similarly constructed using normal P+ source/
drain regions 24 and
shallow LDD regions 26 of similar dopant concentrations.
Referring to FIG. 4, in improved modern processes, known as "triple well", an additional deep
N isolation well 28 is used to provide junction isolation of the
P well 10 from the
P substrate 14. The N isolation well 28 dopant density (10
16 atoms/cc) is intermediate between the
P substrate 14 and P well 10 dopant densities (10
15 atoms/cc and 10
17
atoms/cc, respectively). U.S. Pat. No. 5,397,734, titled "Method of
Fabricating a Semiconductor Device Having a Triple Well Structure",
discloses an example of triple well technology.
Triple
well processes are becoming popular and economical for manufacturing MOS
memory (DRAM) devices, since they provide effective isolation of
dynamic charge storage nodes from stray minority carriers that may be
diffusing through the substrate.
SUMMARY OF THE INVENTION
The
present invention is directed to color separation in an active pixel MOS
imaging array utilizing a triple-well pixel cell structure to take
advantage of the differences in absorption length in silicon of light of
different wavelengths to measure different colors in the same location
with sensitive areas almost as large as their spacing.
Accordingly,
a preferred embodiment of the present invention provides a color
photosensor structure formed in a P-type silicon substrate for
separating blue, green and red light. The photosensor structure includes
a deep N-doped region formed in the substrate such that the pn junction
between the N-region and the substrate defines a red-sensitive
photodiode at a depth in the substrate approximately equal to the
absorption length of red light in silicon. A P-doped region is formed in
the N-region such that the np junction between the P-region and the
N-region defines a green-sensitive photodiode at a depth in the
substrate approximately equal to the absorption length of green light in
silicon. A shallow N-doped region is formed in the P-region such that
the pn junction between the shallow N-region and the P-region defines a
blue-sensitive photodiode at a depth in the substrate approximately
equal to the absorption length of blue light. Sensing circuitry is
connected to the red, green and blue photodiodes to measure respective
photodiode currents.
A triple
well process is useful in the present invention because it provides a
practical way to fabricate the vertical PNPN device that is needed to
make a triple stacked photodiode. The normal N well of the triple well
process is not used in the pixel cell of the present invention, although
it may be useful to use it on the same chip, outside of the array of
imager cells. The deep N-doped region that is needed in the triple
stacked photodiode is the one referred to above as the N isolation well.
The
present invention reduces color aliasing artifacts by ensuring that all
pixels in an imaging array measure red, green and blue color response in
the same place in the pixel structure. Color filtration takes place by
making use of the differences in absorption length in silicon of the
red, green and blue light.
The
present invention provides advantages in addition to reduction of color
aliasing. For example, it eliminates the complex polymer color filter
array process steps common in the prior art. Instead, a triple-well
process, which is commonly available in the semiconductor industry is
used. Also, overall efficiency of use for available photons is
increased. With the traditional approach, photons not being passed by
the filter material are absorbed in the filter and wasted. With the
approach of the present invention, the colors are separated by
absorption depth, but are all collected and used. This can result in an
overall improvement in quantum efficiency in excess of three times.
The
present invention provides an excellent example of an imager that would
be difficult to implement with conventional CCD technology. In addition,
the present invention benefits from the availability of scaled CMOS
processing, in the sense that there are many support transistors in each
three-color pixel.
A better
understanding of the features and advantages of the present invention
will be obtained by reference to the following detailed description and
accompanying drawings which set forth illustrative embodiments in which
the concepts of the invention are utilized.
BRIEF DESCRIPTION OF THE DRAWINGS
FIG. 1 illustrates s the well-known Bayer color filter array (CFA) pattern.
FIG. 2 illustrates the Nyquist domains for red, green and blue resulting from the Bayer CFA.
FIG. 3 is a partial cross-section drawing illustrating a conventional twin-well CMOS structure.
FIG. 4 is a partial cross-section drawing illustrating a conventional triple-well CMOS structure.
FIG. 5 is a graph plotting light absorption length in silicon versus wavelength.
FIG. 6 is
a partial cross-section drawing illustrating a three-color pixel sensor
using a triple-well structure in accordance with the concepts of the
present invention.
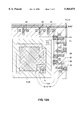
FIG. 7 is
a plan view of the FIG. 6 three-color pixel sensor structure in
combination with schematic diagrams illustrating an embodiment of
associated photocurrent sensing circuitry.
FIG. 8 is
a graph showing a set of estimated sensitivity curves for the FIG. 6
triple-well photodiode structure in accordance with the present
invention.
FIG. 9 is
a partial schematic diagram illustrating a portion of an imaging array
in accordance with the present invention in which the photodiodes and
readout amplifier circuits of each cell are arranged in the array with
one row select line and three column output lines per cell.
FIG. 10
is a partial schematic diagram illustrating a portion of an imaging
array in accordance with the present invention in which the photodiodes
and readout amplifier circuits of each cell are arranged in the array
with three row select lines and one column output line per cell.
FIG. 11
is a schematic diagram illustrating an embodiment of the FIG. 10 pixel
sensor cell having three row select lines and one column output line.
FIG. 12A
is a layout drawing illustrating the silicon layers of the FIG. 11 cell,
up to and including contacts from silicon to first metal.
FIG. 12B is a layout drawing illustrating the three metal interconnect layers of the FIG. 11 cell, including contacts and vias.
FIG. 13A
is a cross-section drawing illustrating an ideal silicon surface of the
FIGS. 12A/12B cell, plus an upper metal light shield layer.
FIG. 13B
is a cross-section drawing illustrating the silicon surface of the FIGS.
12A/12B cell with N-region outdiffusion, plus an upper metal light
shield layer.
DETAILED DESCRIPTION OF THE INVENTION
It is
well known that the greater the wavelength of light incident upon a
silicon substrate, the deeper the light will penetrate into the silicon
before it is absorbed. FIG. 5 shows light absorption length in silicon
for light in the visible spectrum. As indicated in FIG. 5, blue light,
having a wavelength of 400-490 nm, will be absorbed in a silicon
substrate primarily at a depth of about 0.2-0.5 microns. Green light,
having a wavelength of 490-575 nm, will be absorbed in the silicon
substrate at a depth of about 0.5-1.5 microns. Red light, having a
wavelength of 575-700 nm, will be absorbed in the silicon at a depth of
about 1.5-3.0 microns.
Taking
advantage of these differences in absorption depth in silicon of light
of different wavelength, as shown in FIG. 6, a preferred embodiment of
the present invention provides a triple-well color photosensor structure
formed in a
silicon substrate 100 of P-type conductivity (approx. 10
15 atoms/cm
2). The color photosensor structure includes a deep N-type doped well region 102 (approx. 10
16 atoms/cm
2) formed in the P-
type silicon substrate 100. The junction depth of the N-doped
region
102 is between about 1.5-3.0 microns, and preferably about 2 microns,
i.e. the approximate absorption depth of red light. Thus, the pn
junction between the deep N-doped
region 102 and the P-
type substrate 100 forms a red-sensitive photodiode between the two regions.
Similarly, a
doped well region 104 of P-type conductivity (approx. 10
17 atoms/cm
2) is formed in the N-doped
region 102. The pn junction between the P-doped
region
104 and the N-doped 102 is formed at a depth between about 0.5-1.5
micron, and preferably about 0.6 microns, i.e. the approximate
absorption length of green light in silicon. Thus, the pn junction
between the P-
region 104 and the deep N-
region 102 forms a green-sensitive photodiode between the two regions.
As further shown in FIG. 6, a shallow
doped region 106 of N-type conductivity (approx. 10
18 atoms/cm
2) is formed in the P-doped
region
104 to a depth between about 0.2-0.5 microns, and preferably about 0.2
microns, i.e. the absorption length of blue light in silicon. Thus, the
pn junction between the shallow N-doped
region 106 and the P-
region 104 forms a blue-sensitive photodiode.
Those
skilled in the art will appreciate that, as indicated above, the
sensitive depletion region of the diodes described above extends
somewhat above and below the junction depth.
Those
skilled in the art will also appreciate that the above-described
triple-well structure can be implemented using opposite conductivities,
i.e. a deep P-doped region in an N-substrate, an N-doped region in the
deep P-region and a shallow P-doped region in the N-region. However,
this structure is usually not used in the industry, the FIG. 6 structure
being preferred since it uses standard MOS memory technology.
FIG. 6 further shows that the color photosensor structure also includes a
sensing mechanism
108 connected to the red, green and blue photodiodes for measuring red,
green and blue photocurrents, respectively, across the three
photodiodes.
FIG. 6 shows a conceptual arrangement of a
photocurrent sensor 108 that includes a first
current meter 110 connected across the red photodiode for measuring the red photocurrent ir. A second
current meter 112 is connected across the green photodiode for measuring the green photocurrent ig. A third
current meter 114 is connected across the blue photodiode for measuring the blue photocurrent ib.
Assuming
that most of the current in the photodiodes is collected in the
depletion region, those skilled in the art will clearly appreciate that
the current ib will consist mostly of photocurrent of incident photons
from the blue end of the visible spectrum; current ig will be mostly
current from green photons; and current ir will reflect current from red
photons.
As shown
in FIG. 6, an isolated P-well process is assumed and the surface
junction is shown as a very shallow nldd (N-type lightly doped drain)
layer to maximize blue response.
FIG. 7
shows an approximation of the layout of the above-described triple-well
photosensor structure. Those skilled in the art will appreciate that,
while the triple-well structure may be larger than a single prior art
pixel sensor cell, the area of the FIG. 7 pixel must be compared to
three conventional pixel cells due to the mixed-color nature of the
conventional pixel array pattern.
It is
common in the art to use an "active pixel" circuit in conjunction with a
photodiode. FIG. 7 shows schematics for three such photocurrent sensing
circuits, one for each photodiode. In the FIG. 7 embodiment, these
circuits are conventional three-transistor current sensors (those
skilled in the art will appreciate that other current sensor circuits
may also be utilized). The active pixel circuit senses photocharge by
integrating photocurrent on the capacitance of the photodiode and the
associated circuit node and then buffering the resulting voltage through
a readout amplifier.
As stated
above, three transistors are typically used: a reset transistor (Re)
resets the voltage on the capacitor to a reference level indicative of a
dark state. A source follower amplifier transistor B buffers the
voltage on the photodiode. A select transistor S connects a cell to a
column output line when the row that the cell is in is selected for
readout.
As shown in FIG. 7, in the case of the stacked back-to-back triple photodiodes of the present invention, the reset potentials (Vn) of two of the diode nodes are substantially positive with respect to the P substrate, and the reset potential (Vp) of the middle node is less positive (i.e. Vn >Vp),
so that all three diodes start out in a reverse biased state. As the
photodiodes are exposed to light, they become less reverse biased, and
can even become somewhat forward biased before they "overflow." The
three voltages sensed will correspond to different linear combinations
of the photocharges, depending on the values of the various photodiodes
and stray capacitances of the circuit. These linear combinations affect
the resulting sensitivity curves for the voltage output and, hence, are
corrected for in the matrix transformation that follows to produce a
calorimetrically sensible final output.
FIG. 8
shows a set of estimated sensitivity curves for the triple stacked
photodiode arrangement of the present invention, as a function of
wavelength within the visible spectrum. The curves are only rather
broadly tuned, as shown, rather than sharply tuned as in some other
color separation approaches that are based on color filters. However, as
is well known in the art of color imaging, it is possible with suitable
matrixing to convert three measurements from such a set of curves into a
more nearly calorimetrically correct set of red, green, and blue
intensity values. Methods for estimating suitable matrix transformations
are known in the art, for example in U.S. Pat. No. 5,668,596, titled
"Digital Imaging Device Optimized for Color Performance."
The
triple-photodiode color sensor structure described above in conjunction
with FIG. 6, and its associated photocurrent sensing circuitry, for
example as described above in conjunction with FIG. 7, may be utilized
in providing an active pixel cell imaging array based on a triple-well
structure. Such an imaging array includes a matrix of rows and columns
of photocells, with each photocell including the triple-well structure
and associated photosensing circuitry. Each row of the matrix has three
read select lines associated therewith, connected to each photosensing
circuit in that row in the manner shown, for example, in FIG. 7.
Similarly, each column of the matrix has three column output lines
associated therewith, connected to each photosensing circuit in that
column in the manner shown, for example, in FIG. 7.
However,
in an imaging array in accordance with the present invention, the three
row select lines and the three column output lines of each photocell do
not all have to be brought out separately, as shown in FIG. 7.
Alternatively,
the three color sensors and readout amplifiers can be wired as short
portions of either rows or columns, by connecting either the row select
lines in common or the column output lines in common, as shown in FIGS. 9
and 10, respectively. In FIGS. 9 and 10, signal lines that are common
to all cells in the array, such as reset and power supply signals, are
not shown.
FIG. 11
shows a complete schematic diagram for a pixel according to the array
scheme of FIG. 10, having three row select lines RowR, RowG, and RowB,
for the red, green, and blue sensor measurement/readout structures,
respectively, and a common column output line. The FIG. 11 schematic is
arranged such that the positions and orientations of the MOS transistors
M1 through M9 agree with their positions and orientations in the
layout, which is shown in FIGS. 12A/12B. In this embodiment, the readout
supply Vcc and the reset reference voltage Vn of FIG. 7 are shared,
while Vp is kept separate.
FIGS.
12A/12B show an experimental layout of the FIG. 11 circuit, using
stipple patterns for mask layers separated into two sets, for drawing
clarity. FIG. 12A shows the mask layers that affect the silicon--active
areas, wells, implants, polysilicon gates, and contact cuts--as will be
immediately clear to a person of ordinary skill in the art. FIG. 12B
shows the contact cuts and three metal interconnect and two via mask
layers. As shown in FIGS. 12A/12B,
metal 1 is used for intra-pixel interconnect,
metal 2 for row lines,
metal
3 for column lines, and polysilicon for the row reset line. A fourth
layer of metal would preferably be used as a light shield to allow light
to fall only on the photodiodes, but is not shown in the figure.
A person
of ordinary skill in the art of active pixel sensors will realize that
the reset function is often connected by rows, enabling a scrolling type
electronic shutter timing wherein the pixels in a row are reset a
certain time before the corresponding row is to be read out, as opposed
to a global reset function. Therefore, the pixel array preferably wires
the reset line horizontally as in the embodiment of FIGS. 12A/12B. It
will also be recognized that when cells of the illustrated layout are
abutted in an array, the P well that the transistors are in will
completely surround the stacked photodiodes; pixels on the extreme left
and lower edges can preferably be completed by a strip of P well outside
the array.
FIGS.
13A/13B show cross-sections through the center of the pixel, according
to the layout of FIG. 12, including the underlying doped regions of the
silicon, and including a light shield but omitting intermediate layers
of metal interconnect and oxides; a portion of the next cell to the left
is included.
FIG. 13A
shows the idealized wells, and illustrates the fact that a standard
triple-well CMOS process can be used to define the P well in the
photosensor and the P well in the readout circuits with the same masking
and fabrication steps. Similarly, the shallow N+ doped region in the
photosensor can be made by the same masking and fabrication steps as the
N+ source/drain regions of the readout circuits. These N+ regions can
be either the standard strongly N+ doped active regions of the CMOS
process, or the NLDD lightly doped drain regions, depending on an
experimental design choice (the cross section can be interpreted as
being through either part of the source/drain region).
FIG. 13B
shows what the doped regions in the pixel might look like with a
moderate degree of outdiffusion of the N-well implant. The present
invention, by integrating the stacked photosensors with the active pixel
sensing and readout electronics in CMOS, allows the P well that the
readout electronics is built in to serve as an effective isolation
barrier between the deep N wells. As shown in FIG. 13B, the N wells are
spaced so that they do not quite outdiffuse so much as to change the
spaces between them from P to N, even if there were no intervening P
well or active pixel sensing and readout circuitry. That is, the N wells
could not be placed any closer together without risking a shorting of
the red-sensitive photodiodes to their neighbors. The P well strip
between the N well photodiodes serves to isolate them even more
securely, while providing a "free" area in which N-type field-effect
transistors can be built to serve as sensing and readout electronics.
This novel combination of stacked silicon photodiodes with CMOS
circuitry in a triple-well CMOS process therefore provides a surprising
and compelling advantage over techniques known in the prior art.
It should
be understood that various alternatives to the embodiments of the
invention described herein may be employed in practicing the invention.
It is intended that the following claims define the scope of the
invention and that methods and structures within the scope of these
claims and their equivalents be covered thereby.